

电火花型腔加工包括锻模、压铸模、挤压模、胶木模、塑料模等。
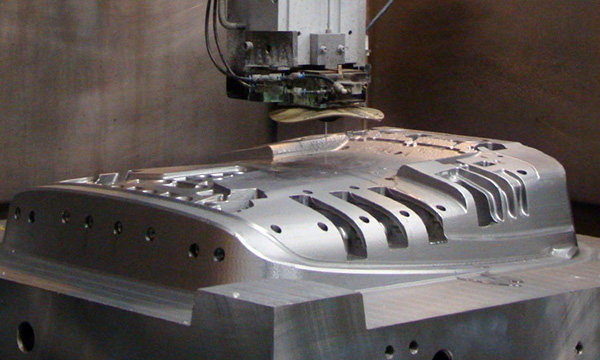
电火花型腔加工比较困难,主要因为是不通孔加工,金属蚀除量大,工作液循环和电蚀产品排除条件差,工具电极损耗后无法靠进给补偿;其次是加工面积变化大,并且由于型腔复杂,电极损耗不均匀,对加工精度影响很大,因此型腔加工生产率低,质量难保证。为了提高型腔的加工精度,在电极方面,要使用耐蚀性高的纯铜和石墨作电极。此外,一些小型塑料模具的表面磨砂处理也使用电火花加工。
对零件图进行分析,了解零件的结构特征、几何形状、材材质特点和加工精度。
根据加工对象的形状、尺寸、精度及表面粗糙度等要求选择加工方法,如单电极平动法、多电极更换法、分解电极法等。
根据加工对象和加工方法选择加工设备,如设备的大小、、定位、精度、自动化程度、电源形式和功率,是否配有平动头或侧向加工装置等。
根据加工对象选择电极材料。加工精度要求不高,大、中型多采用石墨材料电极,中、小型腔窄槽、花纹及图案等多采用紫铜。
按图样要求,并根据型腔的形状、选择的加工方法、选择的电规准等,设计电极横截面和纵截面尺寸及公差。
根据电极的材料、电极的制作精度、尺寸大小、加工批量、生产周期等选择电极制造方法,如机械切削加工、压力振动加工、电铸加工、液压成形等。
对工件进行电火花加工前的金属切削加工、钻孔、攻螺纹、磨平面、退磁、去锈等。
对需要淬火处理的型腔,根据精度要求安排热处理工序。如型腔精度要求不高,或淬火变形影响较小,可将热处理安排在电火花加工之后进行。
根据工件的尺寸和外形,选择或制造工件的定位基准,准备电极装夹夹具,对电极进行装夹,校正调整电极的角度和轴心线。然后,对工件进行定位和夹紧。
依据加工零件的尺寸精度、形位精度及表面粗糙度要求,选用合理的电加工参数。
选择加工极性,调整机床,保持适当的液面高度,调节电规准,保持适当的电流,调节进给速度、充油压力等。随时检查工作稳定情况,正确操作。
进行清理并检查零件是否符合加工要求。
上一页:电火花机如何提高加工效果
下一页:电火花加工的优缺点
<i id='f4947'><strike id='be802'><tt id='7892d'><pre id='d5af6'></pre></tt></strike></i> 




